Warehouse operators are under increasing pressure to improve safety, uptime, and compliance — particularly in regulated environments like food processing, pharmaceutical logistics, and cold storage. The battery system powering your electric forklift fleet sits at the center of all three concerns. Traditional electric forklift battery systems based on lead-acid chemistry carry well-documented risks: acid leakage that contaminates floors and damages equipment, and flammable hydrogen gas emissions during charging that require dedicated ventilation and strict handling protocols. Lithium alternatives address both of those problems — but they introduce a different concern that procurement and safety teams rightly take seriously: overheating and thermal runaway if the pack is not properly managed.
The answer to both sets of risks is the same: a well-engineered lithium electric forklift battery with a smart Battery Management System at its core. The BMS is not an accessory — it is the active safety layer that continuously monitors electrical and thermal conditions, intervenes before fault conditions escalate, and logs events for audit traceability. In 2026, specifying a forklift battery without evaluating the BMS capability is like specifying a vehicle without evaluating the braking system.
The smart BMS is the intelligence layer between the battery cells and the rest of the forklift's electrical system. Understanding what it monitors and what it does with that information makes the safety case concrete.
A well-specified BMS for an industrial forklift battery monitors three categories of parameters simultaneously and continuously:
Cell and pack voltage — The BMS measures individual cell voltages across the pack. It detects overvoltage conditions during charging that would damage cells and accelerate degradation, and undervoltage conditions during discharge that indicate deep discharge stress. Cell balancing — redistributing charge between cells to keep them at equal state of charge — is managed by the BMS to prevent individual cells from drifting out of range and becoming the weak point in the pack.
Charge and discharge current — The BMS monitors current flow in both directions. Overcurrent protection responds to abnormal current draw — from a mechanical fault, a short circuit, or an unexpected load event — by interrupting the circuit before the current level causes thermal damage to cells or wiring. This protection operates in milliseconds, faster than any manual intervention.
Temperature at multiple points — This is the most critical monitoring function for preventing thermal runaway. A quality BMS uses multiple temperature sensors distributed across the pack to detect hot spots — localized areas of elevated temperature that indicate a developing problem before it propagates. Single-point temperature monitoring can miss a hot spot that is developing away from the sensor location. Multi-point sensing provides the spatial resolution needed for reliable thermal protection in a large industrial pack.
Monitoring is only valuable if it triggers appropriate protective responses. A smart BMS implements a hierarchy of protective actions:
| Condition Detected | BMS Response | Outcome |
|---|---|---|
| Cell overvoltage during charging | Charge cut-off or charge current reduction | Prevents cell damage and overcharge risk |
| Cell undervoltage during discharge | Discharge cut-off or load reduction signal | Prevents deep discharge degradation |
| Overcurrent event | Circuit interruption | Protects cells and wiring from thermal damage |
| Short circuit | Immediate circuit interruption | Prevents fire and pack damage |
| Temperature approaching limit | Charge/discharge current reduction | Slows heat generation before threshold is reached |
| Temperature at protection threshold | Full cut-off | Prevents thermal runaway propagation |
| Fault event | Logged with timestamp and parameters | Supports safety audit, warranty analysis, and root cause investigation |
The fault logging function deserves particular attention for regulated industries. Every protection event is recorded with a timestamp and the parameter values that triggered it. This creates an auditable record of the battery's operating history — useful for safety audits, insurance documentation, and warranty analysis. In food and pharmaceutical warehouses where process documentation is a compliance requirement, this traceability is a meaningful operational benefit.
Procurement decisions fail when the specification focuses only on voltage and capacity and overlooks the safety and compliance parameters. Use this checklist when evaluating electric forklift battery options.

| Specification | What to Define | Why It Matters |
|---|---|---|
| Lithium cell chemistry | LFP (lithium iron phosphate) or NMC — confirm thermal stability characteristics | LFP offers inherently higher thermal stability; NMC offers higher energy density — tradeoffs depend on application |
| BMS balancing method | Active or passive balancing; balancing threshold and accuracy | Affects long-term cell consistency and pack life |
| BMS sensor count | Number of voltage and temperature sensing points | More sensors = better fault detection resolution |
| BMS fault thresholds | Overvoltage, undervoltage, overcurrent, and temperature limits | Must be matched to cell specifications and application duty cycle |
| BMS communications | CAN, RS485, or other protocol as required by fleet management system | Enables integration with warehouse management and telematics |
| Thermal management design | Passive ventilation, thermal interface materials, or active cooling | Determines safe operating temperature range and charging limits |
| Charging temperature limits | Minimum and maximum cell temperature for safe charging | Prevents lithium plating at low temperatures and thermal stress at high temperatures |
| Specification | What to Define | Why It Matters |
|---|---|---|
| Certifications | UN38.3 for transport; CE, UL, or IEC pathways as required by destination market | Confirms compliance for import, insurance, and regulatory requirements |
| IP rating | Ingress protection for dust and moisture | Relevant for cold storage, wash-down environments, and outdoor charging areas |
| Vibration resistance | Tested to relevant industrial standards | Forklifts operate on uneven surfaces — pack integrity under vibration is a safety requirement |
| Pack dimensions and weight | Must fit the forklift's battery compartment within weight limits | Incorrect fitment creates mechanical and electrical safety risks |
| Voltage class and capacity | Match to forklift electrical system and runtime requirements | Fundamental performance specification |
| Peak current capability | Must handle the forklift's maximum current draw events | Undersized current rating triggers protection events during normal operation |
This is the application where the lithium advantage over lead-acid is most clearly visible. Lead-acid batteries produce hydrogen gas during charging — a flammable gas that requires dedicated ventilation, minimum spacing between charging units, and strict ignition source controls. They also produce acid mist during charging and can leak electrolyte if the case is damaged or the battery is tipped.
In a food warehouse, acid mist and electrolyte contamination are not just safety hazards — they are hygiene and product integrity risks. A lithium electric forklift battery produces no acid mist and no flammable gas during normal operation. The charging area can be integrated into the warehouse environment without the ventilation infrastructure and exclusion zones that lead-acid charging requires. For facilities operating under food safety management systems, this is a meaningful compliance simplification.
Pharmaceutical logistics operations carry strict process control and contamination prevention requirements. The cleaner charging environment that lithium enables — no acid handling, no gas emissions, no spill risk from electrolyte — supports the hygiene standards that pharmaceutical warehouses must maintain. BMS fault logging also supports the process documentation requirements that pharmaceutical operations face in regulatory audits.
Cold storage environments present specific challenges for battery systems. Lead-acid batteries lose significant capacity at low temperatures, which can result in forklifts running out of charge before the end of a shift. Lithium batteries maintain better capacity retention at low temperatures, and the BMS manages charging temperature limits to prevent lithium plating — a degradation mechanism that occurs when lithium cells are charged at temperatures below the safe threshold.
Multi-shift operations require predictable charging windows. Lithium's faster charging capability and the BMS's ability to manage charge rate based on temperature and state of charge support more reliable shift-to-shift scheduling than lead-acid systems, which require equalization charges and longer recovery times.
In high-throughput fulfillment environments, forklift downtime has a direct cost in throughput and labor efficiency. Battery-related downtime — whether from a safety incident, a maintenance requirement, or an unexpected end-of-charge — disrupts operations in ways that are difficult to recover from in a high-velocity environment. A lithium electric forklift battery with smart BMS reduces the frequency of these events through better protection, more predictable performance, and lower maintenance requirements.
The transition from lead-acid to lithium is not a simple swap. The following steps prevent the most common retrofit complications:
Step 1 — Confirm voltage class and compartment fit: Verify that the lithium pack's voltage matches the forklift's electrical system and that the physical dimensions fit the battery compartment within the forklift's weight limits.
Step 2 — Check charger compatibility: Lead-acid chargers use a different charge algorithm than lithium requires. An incompatible charger will either fail to charge the lithium pack correctly or may damage it. Charger replacement or reprogramming is often required and should be budgeted as part of the conversion cost.
Step 3 — Define charging zone SOPs: Even though lithium eliminates the ventilation requirements of lead-acid charging, updated standard operating procedures for the charging area — spacing, emergency response, and BMS alarm response — should be documented before the fleet goes live.
| Sizing Input | What to Measure or Estimate | Impact on Specification |
|---|---|---|
| Duty cycle | Hours of operation per shift, shifts per day | Determines required capacity to complete shifts without deep discharge |
| Peak current events | Maximum current draw during acceleration, lifting, and ramp climbing | Determines required peak current rating of the pack and BMS |
| Ambient temperature range | Minimum and maximum temperature in the operating environment | Affects thermal management design and charging temperature limits |
| Airflow constraints | Available ventilation in the battery compartment | Affects thermal design — restricted airflow requires more conservative thermal margins |
| Runtime buffer requirement | Desired state of charge at end of shift | Avoiding deep discharge extends cycle life — size the pack to maintain a buffer |
The maintenance burden of lead-acid forklift batteries is well understood by anyone who has managed a warehouse fleet: weekly watering, periodic equalization charges, terminal cleaning, acid level checks, and the ongoing risk of spills that require cleanup and may damage flooring, racking, or product. These activities consume labor hours that are rarely fully accounted for in the battery procurement decision.
A lithium electric forklift battery with smart BMS eliminates most of this maintenance burden. There is no watering, no equalization, no acid handling. The BMS manages cell balancing automatically. The maintenance focus shifts to periodic inspection and connection checks — a fraction of the labor required for lead-acid maintenance.
| ROI Factor | Lead-Acid Baseline | Lithium with Smart BMS |
|---|---|---|
| Battery service life | 3–5 years typical | 8–10 years typical (application dependent) |
| Maintenance labor per month | High — watering, equalization, acid checks | Low — periodic inspection only |
| Safety incident risk | Acid spill, gas emission, corrosion | Reduced — BMS protection and no acid |
| Compliance documentation | Manual records, limited traceability | BMS fault logs — audit-ready traceability |
| Downtime from battery issues | Higher — maintenance windows and failures | Lower — BMS protection reduces fault events |
| Total cost per operating year | Higher when full maintenance cost is included | Lower over the full service life |
The BMS fault logging function contributes to ROI in a way that is easy to overlook: it reduces the cost of safety incidents by preventing them, and it reduces the cost of warranty disputes and audit responses by providing documented evidence of operating conditions. For regulated industries where a safety incident can trigger a facility audit, the value of that traceability extends well beyond the battery itself. This is why working with an experienced forklift battery factory is not only a sourcing decision, but also a long-term operational and compliance consideration.
Warehouse battery safety is no longer just a chemistry choice — it is a systems choice. Lead-acid risks including acid leakage and flammable gas emissions, and lithium concerns around overheating, both point to the same requirement: a well-designed electric forklift battery with a smart BMS that actively monitors and protects the pack in real time. For food and pharmaceutical logistics in particular, lithium's cleaner operation — no acid mist, no gas emissions, no spill risk — combined with BMS traceability and fault logging creates a safer, more hygienic, and more auditable warehouse environment. The TCO case reinforces the safety case: longer service life, lower maintenance labor, and fewer safety incidents reduce total cost per operating year compared with lead-acid systems when the full cost picture is included.
Click through to the product page and submit your fleet details for an accurate specification recommendation and quotation
To receive a configuration matched to your warehouse environment and safety requirements, provide the following when you submit:
Work conditions: Warehouse type (food, pharma, 3PL, cold storage), ambient temperature range, shift pattern, charging window, and current charger model.
Quantity: Fleet size, phased replacement plan if applicable, and monthly or quarterly demand.
Size and spec: Battery compartment dimensions, required voltage and capacity, connector type, and maximum allowable pack weight.
Target metrics: Required runtime per shift, charge time target, safety and compliance requirements, and data logging or communications needs.
Current problem: Acid leaks or spills, gassing or odor in the charging area, overheating concerns, inconsistent runtime, high maintenance labor, or compliance documentation gaps.
1. What is an electric forklift battery?
An electric forklift battery is the traction battery pack that powers an electric forklift, providing the high current required for lifting, acceleration, and sustained operation across industrial duty cycles. Forklift batteries are available in lead-acid and lithium chemistries, sized to match the forklift's voltage class and the operation's shift requirements. Lithium forklift batteries include a Battery Management System that monitors and protects the pack in real time — a critical safety and performance component that lead-acid systems do not have in the same form.
2. What is the practical safety difference between lithium and lead-acid forklift batteries?
Lead-acid forklift batteries produce hydrogen gas during charging — a flammable gas that requires dedicated ventilation and strict ignition source controls — and contain sulfuric acid electrolyte that can leak or spill during handling, tipping, or case damage. These risks require specific infrastructure and handling protocols. Lithium forklift batteries eliminate acid and gas emission risks, but require robust BMS protection to prevent electrical and thermal abuse. A well-designed lithium pack with a smart BMS addresses the lithium-specific risks while eliminating the lead-acid risks — making it the safer overall choice for regulated warehouse environments when correctly specified and installed.
3. How do I estimate ROI when upgrading to a smart BMS lithium forklift battery?
Build a total cost of ownership comparison that includes: battery purchase price and expected replacement frequency; charger upgrade cost if required; monthly maintenance labor savings from eliminating lead-acid watering and acid handling; downtime reduction value from more reliable performance and fewer safety incidents; avoided incident costs including cleanup, damaged goods, and compliance response; and the value of audit-ready BMS traceability for regulated operations. When all of these factors are included, lithium with smart BMS typically delivers a lower total cost per operating year than lead-acid, with payback accelerating as fleet size and shift intensity increase.
4. Do we need to modify our forklifts or charging infrastructure to upgrade to lithium?
In most cases, some modifications are required. The most common areas are charger compatibility — lead-acid chargers must be replaced or reprogrammed for lithium charge profiles — and physical fitment, which requires verifying that the lithium pack's dimensions and weight are compatible with the forklift's battery compartment. Connector types may also need to be updated. Updated charging zone SOPs should be documented before the fleet goes live. Many operations implement the upgrade in phases — starting with a pilot group of forklifts — to validate compatibility and refine the installation process before committing to the full fleet.
5. What parameters should we provide to size the right battery and BMS?
Provide the following: forklift make and model, voltage class, battery compartment dimensions and maximum allowable weight, duty cycle in hours per shift and shifts per day, peak current events during normal operation, ambient temperature range in the operating environment, required runtime per shift and target charge time, current charger type and model, fleet size and replacement timeline, and any required certifications or data logging and communications specifications. This information allows the supplier to recommend the correct capacity, BMS configuration, and thermal design for your specific application and compliance requirements.
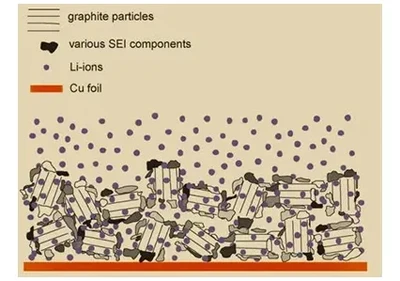 Mechanism of SEI Film Formation in Lithium-Ion Batteries and the Impact of Formation Processes!March 31, 2026In the production process of lithium-ion batteries, formation is an extremely important step. This step mainly includes the initial charging process of the cell after the electrolyte injection is comp...view
Mechanism of SEI Film Formation in Lithium-Ion Batteries and the Impact of Formation Processes!March 31, 2026In the production process of lithium-ion batteries, formation is an extremely important step. This step mainly includes the initial charging process of the cell after the electrolyte injection is comp...view Introduction to Lithium-ion Battery Standards (International Edition)March 31, 2026I. UN38.3UN38.3 is the section of Chapter 38, Paragraph 3 of the United Nations' "Manual of Tests and Criteria for the Transport of Dangerous Goods." In 2003, the United Nations adopted ...view
Introduction to Lithium-ion Battery Standards (International Edition)March 31, 2026I. UN38.3UN38.3 is the section of Chapter 38, Paragraph 3 of the United Nations' "Manual of Tests and Criteria for the Transport of Dangerous Goods." In 2003, the United Nations adopted ...view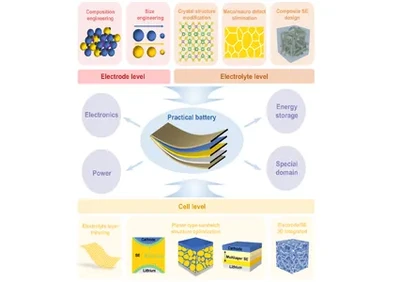 The Qingdao Energy Institute Has Published a Review on the Breakthrough in Regulating Multi-level Structures to Overcome the Charge Transmission Bottleneck in Solid-State Lithium Batteries.January 21, 2026Solid-state lithium metal batteries are regarded as the ideal choice for next-generation energy storage technologies due to their high energy density and excellent safety. However, the slow charge tra...view
The Qingdao Energy Institute Has Published a Review on the Breakthrough in Regulating Multi-level Structures to Overcome the Charge Transmission Bottleneck in Solid-State Lithium Batteries.January 21, 2026Solid-state lithium metal batteries are regarded as the ideal choice for next-generation energy storage technologies due to their high energy density and excellent safety. However, the slow charge tra...view Understanding the Impact of High and Low Temperatures on Lithium Battery PerformanceMarch 31, 2026Lithium iron phosphate batteries and ternary lithium batteries in lithium batteries have the advantages of high energy density, wide operating temperature range, long cycle life, and safety and reliab...view
Understanding the Impact of High and Low Temperatures on Lithium Battery PerformanceMarch 31, 2026Lithium iron phosphate batteries and ternary lithium batteries in lithium batteries have the advantages of high energy density, wide operating temperature range, long cycle life, and safety and reliab...view Air-Cooled vs. Liquid-Cooled Storage: Industrial & Commercial Energy Storage Thermal Management ComparisonJuly 22, 2026In energy storage system design, thermal management is the core factor determining battery performance, service life, and operational safety. As cells evolve toward larger capacity and higher energy d...view
Air-Cooled vs. Liquid-Cooled Storage: Industrial & Commercial Energy Storage Thermal Management ComparisonJuly 22, 2026In energy storage system design, thermal management is the core factor determining battery performance, service life, and operational safety. As cells evolve toward larger capacity and higher energy d...view Golf Cart Battery Pack Upgrades (2026): How Lithium Helps Resorts and Courses Go Greener — And Look Better Doing ItJune 16, 2026For modern resorts and golf courses, sustainability is no longer a nice-to-have. Environmental compliance pressure is rising across hospitality and leisure sectors, and brand reputation increasingly d...view
Golf Cart Battery Pack Upgrades (2026): How Lithium Helps Resorts and Courses Go Greener — And Look Better Doing ItJune 16, 2026For modern resorts and golf courses, sustainability is no longer a nice-to-have. Environmental compliance pressure is rising across hospitality and leisure sectors, and brand reputation increasingly d...view EN
EN


